1 概述
数控机床调试完成之后需要进行实际且削加工实验,为此我们利用雕刻刀具加工“哈尔滨工业大学校徽”图案以及利用平底刀和球头铣刀完成球面加工实验。具体实验如下
2 MasterCAM软件概述
3 铣床雕刻加工
3.1 CAD模型的建立
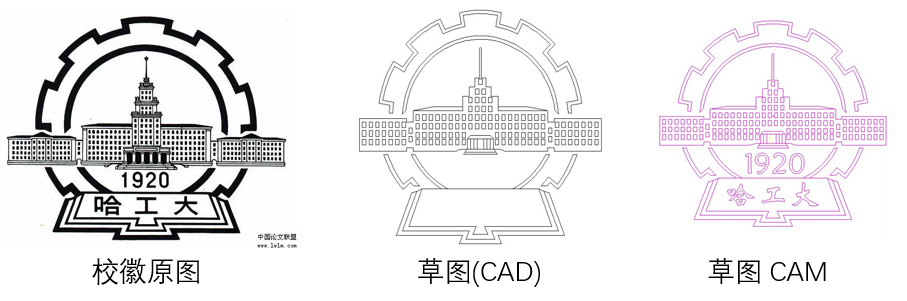
首先在AutoCAD中绘制哈尔滨工业大学的校徽的二维模型,其原图如下所示,然后再用Mastercam打开,再将其移至坐标原点(注意坐标原点是软件默认的工件坐标系原点)。利用Mastercam中的“绘制文字”选项写入“哈工大”和“1920”,其草图若下图所示。
3.2 设置加工工艺环境
(1) 选择“机床类型”-“铣床”-“MACHINES\MILL 3-AXIS VMC MM.MMD”命令,选择立式三轴铣床
(2) 设置毛坯尺寸。将“属性-3-AXIS VMC”打开,在材料设置中进行尺寸设置。
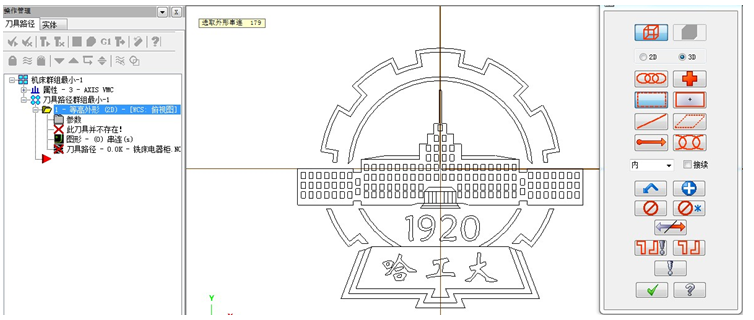
(3) 选择“刀具路径”-“外形铣削”,再用框选选中要加工图形。并确定工件原点后确定退出。
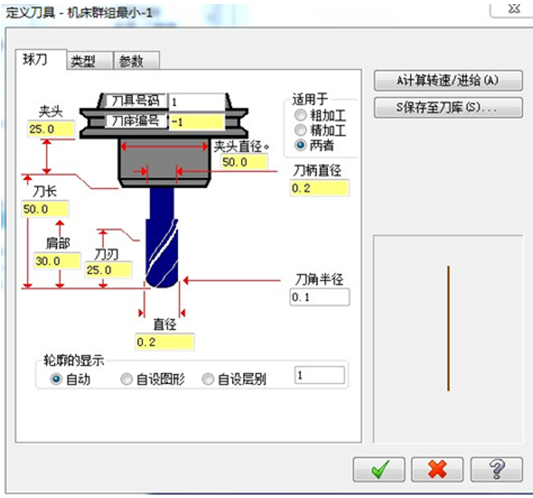
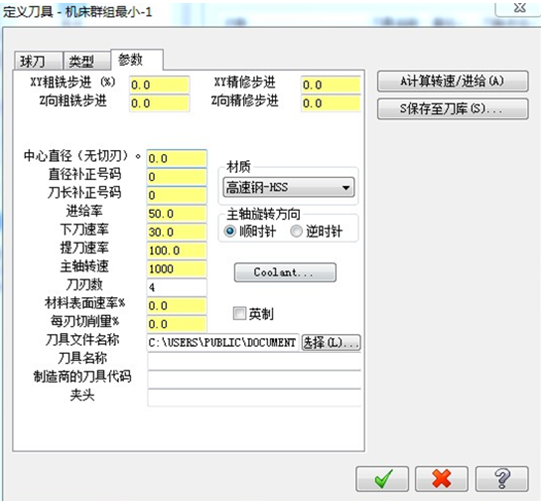
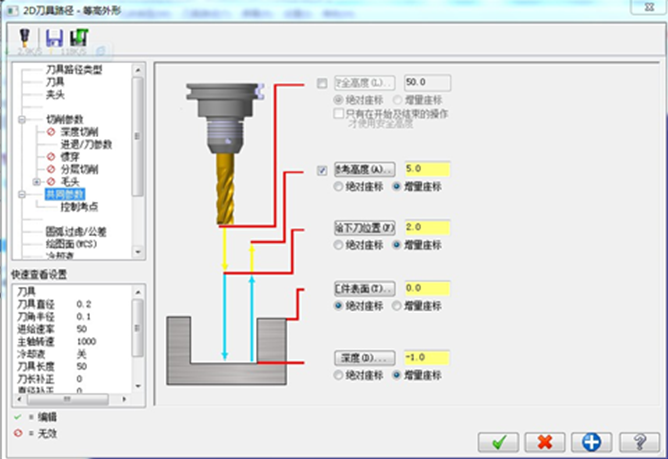
(4) 设置相关工艺参数。首先选择刀具并编辑刀具形状,并编辑刀具相关参数,如进给率、下刀速度、提刀速度、主轴转速等,如图5-6所示;其次设置进退刀参数。
(5) 选择“操作管理”的“加工模拟”和“刀具路径模拟”查看模拟加工过程。
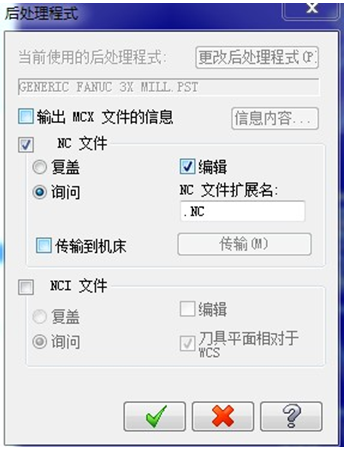
(6) 选择“操作管理”的“后处理已选择的操作”,点击确定后生成数控加工NC程序
3.3 后置处理
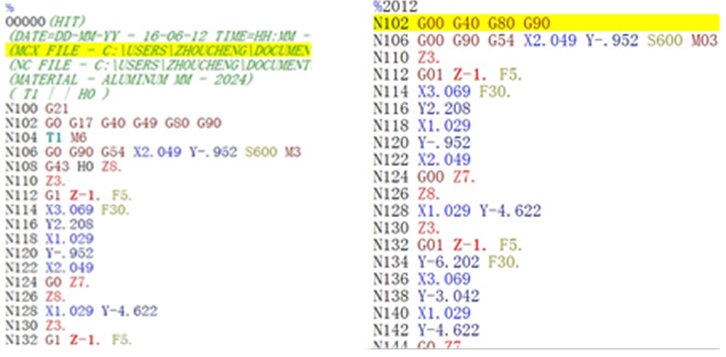
当模拟完成,系统生成NCI文件,NCI文件记录了刀具轨迹的数据和辅助加工的一些数据,要得到具体的数控程序还需要进行后置处理。系统默认的后处理程序是FANUC数控系统的后处理器。后置处理是将零件的NCI文件翻译成具体的数控程序。在Mastercam软件中没有华中数控系统的后处理器文件,在工作量较小的情况下,用户可以手工修改。需要考虑到如下情况:
(1) FANUC数控系统的NC程序开头以%+字母O+四位数字0000,而华中数控系统的NC程序开头则是符号%+四位数字0000;
(3) 对FANUC的G代码进行相应修改,比如G1改为G01
根据以上对Mastercam生成的NC程序进行编辑,使其符合HNC-21数控系统的程序格式。
3.4 程序导入
程序经过以上的后置处理之后在Mastercam自带的NC程序编辑器中将其另存为“*.txt”格式;存入U盘中,再插入数控系统的相应USB插槽中。但是需要注意一下几点:
(1) 存储程序的U盘内存需要小于2GB,且之前需要格式化为“.fat”格式;
(2) CNC的USB插槽不支持热插拔,所以需要在系统通电前将U盘插入,且U盘通电时不能拔出U盘。
由于加工程序较多,不便于在本论文中展示,所以未附该加工程序,且会在相关文件中给出。
3.5 加工效果
4 数控宏编程
对于一些简单的圆弧和直线指令的组合,CAM生成的程序较为繁琐,有的例如加工一个半球的CAM程序可以达到2万多行。而对于一些零件手工编程反而较为简单。
宏程序中包括变量、算数和逻辑运算符、条件转移指令以及循环指令。其不仅可以使加工程序简化而且可以将一些加工操作编为通用程序,使用时只需要修改相应的变量值就可以使用。
5 铣床3维加工(球面加工)
5.1外球面加工工艺
根据目前实验室的实际情况我们选择方木料作为加工毛坯件。
(1)加工刀具选择
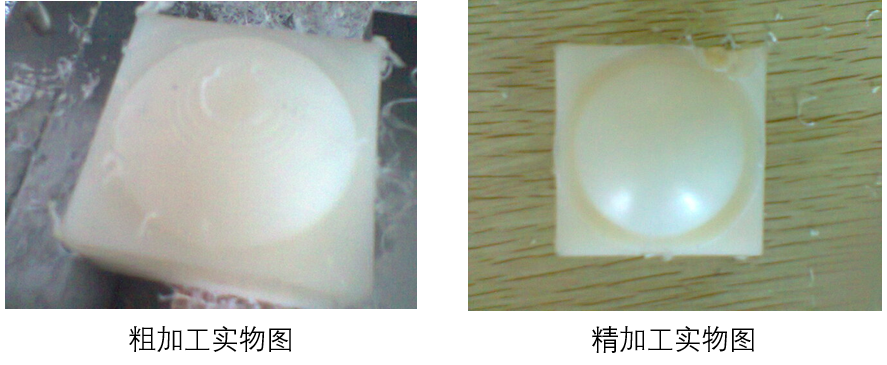
外球面加工选用直径为6的平底立铣刀和直径为3球头立铣刀,前者用于粗加工,后者用于精加工。
(2)外球面加工的走刀路径
粗加工时使用行切法自上而下进刀逐段加工,且每一行使用一系列的水平面截球面所形成的同心圆完成走刀,曲面加工时靠刀尖完成的,编程时以刀具底中心为刀具轨迹。
精加工时靠球刀的球刃来完成,且才采用圆弧进刀和圆弧退刀,以提高零件表面加工质量。但是由于工件坐标系原点是球面顶点,所以编程时按照球刀的最底面顶点编写程序。
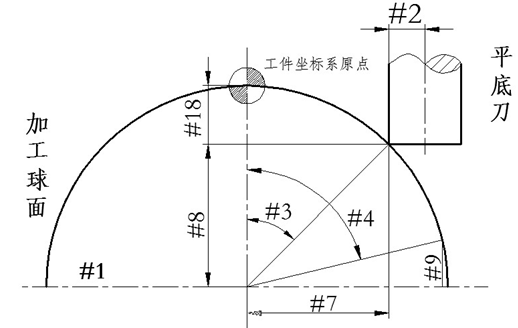
#1— 加工球面半径
#2— 平底立铣刀半径
#3— 加工球面初始角度
#4— 加工球面终止角度
#7— 铣削时任意高度刀尖X值
#8— 铣削时任意高度刀尖距球心高度值
#18—铣削时任意高度刀尖Y值
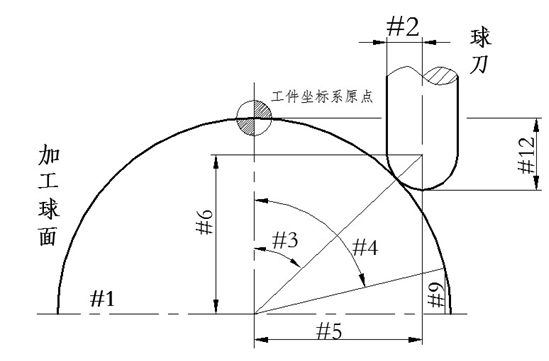
#1— 加工球面半径
#2— 球刀半径
#3— 加工球面初始角度
#4— 加工球面终止角度
#5— 铣削时任意高度刀尖X值
#6— 铣削时任意高度刀具中心距球心的高度值
#12—铣削时任意高度刀尖Y值
(3)原点与对刀
粗加工和精加工均球面顶点为工件坐标系原点。因此加工前利用对刀先找到该坐标原点,再用G54/G55/G56/G57建立工件坐标系。根据毛坯件,对刀时X、Y轴采用对分法对刀
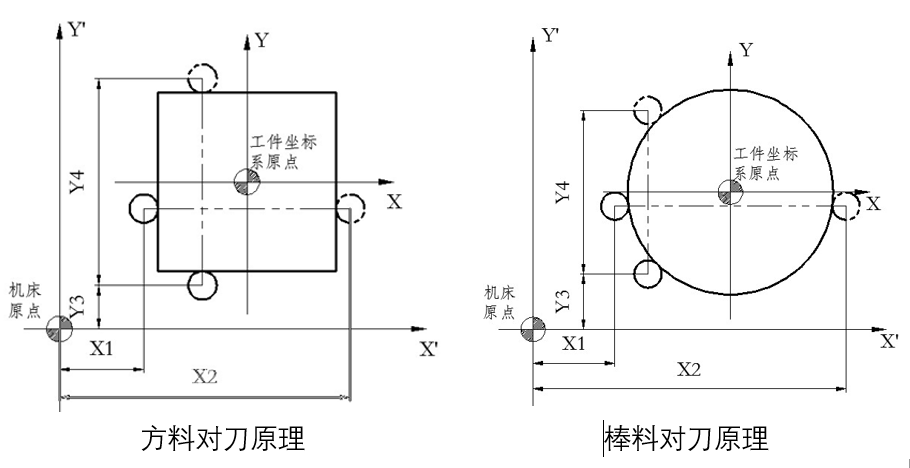
以上这两种情况下为“对分法对刀”方式(其具体设置方法可以见《HNC-21M机床操作说明书》),数控装置根据公式 会自动计算工件坐标系原点坐标(X0,Y0),即:
X0=0.5*(X1+X2);
Y0=0.5*(Y3+Y4);
建立工件坐标系之后,根据该坐标原点编写程序加工即可。
5.2 加工程序
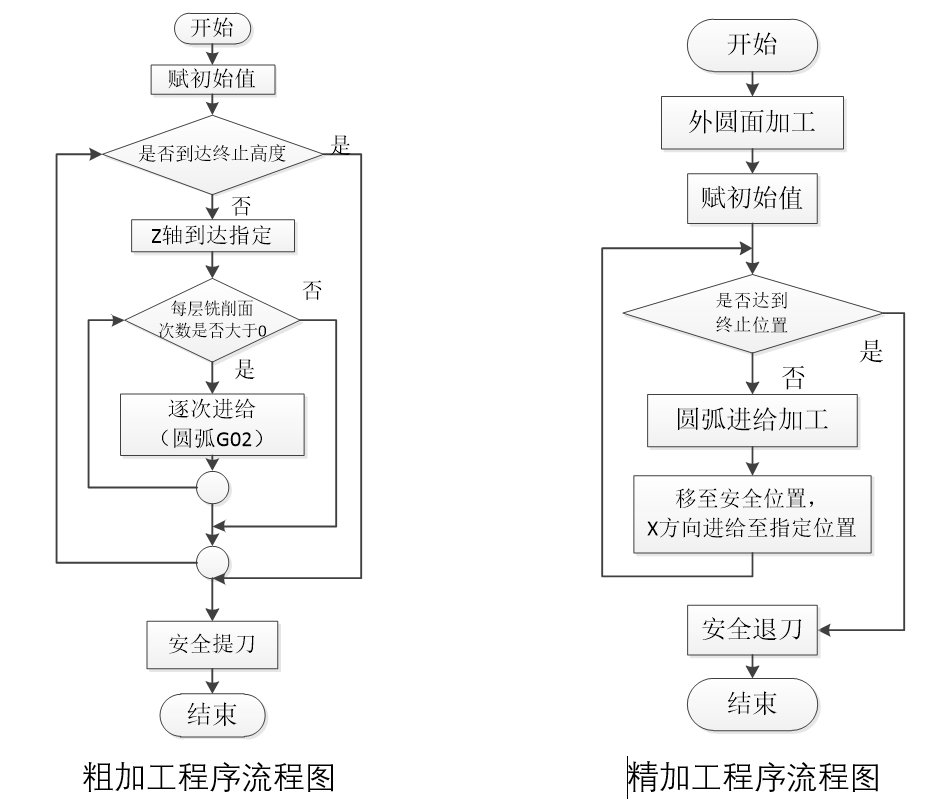
根据以上的分析利用宏定义和G代码编制球面加工程序。流程图如图5-16和5-17.
宏程序见附表,程序可以在计算机文本编辑器里面编写,再保存为“O+****.txt”即可。
需要注意的是数控编程和修改最好利用数控面板正面的“XS2 键盘”口,插入键盘后,利用键盘修改。
根据试验观察,和现有工具(游标卡尺)测量,所加工的球面尺寸符合设定值。